

Running hundreds of individual copper wires across a sprawling factory floor is a relic of legacy automation. It chokes cable trays, multiplies labor hours, and transforms routine troubleshooting into an absolute engineering nightmare.
By migrating to Valtoris Industrial Remote I/O architectures, integrators are replacing massive, unmanageable cable bundles with a single, deterministic network trunk (such as Modbus TCP over Ethernet, or wireless 4G LTE). Mounting ruggedized DIN-rail I/O nodes directly at the machine level slashes copper usage, shrinks the central control cabinet footprint, and routinely cuts physical wiring costs by up to 70%.
Architectural Topologies: Local vs. Distributed Remote I/O
The structural difference dictates your entire CapEx budget:
- Centralized (Local) I/O: Every single field device (sensor, actuator, limit switch) requires a dedicated “home run” cable pulled all the way back to the main PLC chassis.
- Distributed (Remote) I/O: Field devices are wired via short drops to a localized I/O node. This node digitizes the signals and multiplexes them over a single high-speed communication bus back to the main PLC.
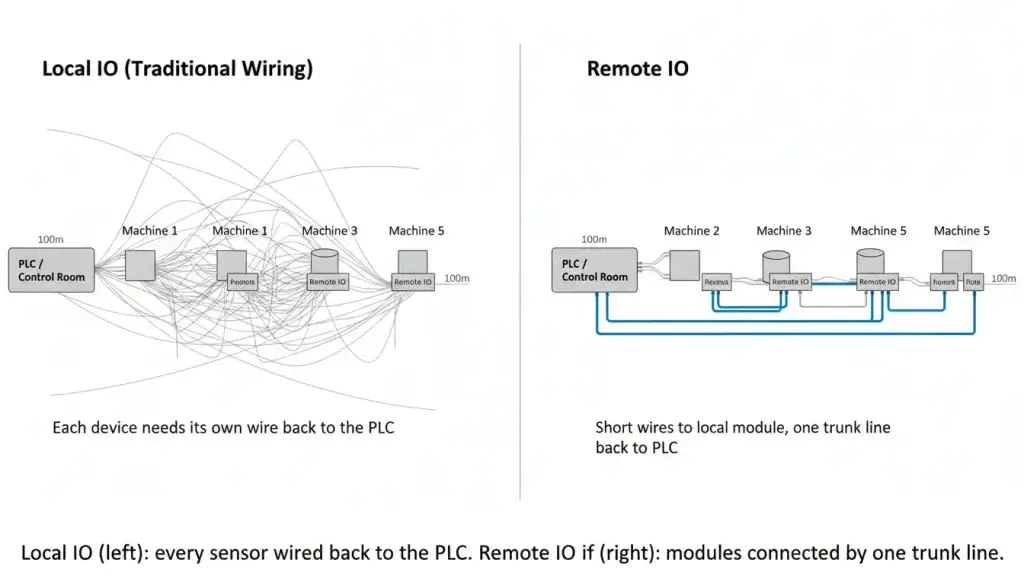
A traditional topology demands pulling heavy multi-conductor cables across hundreds of feet, consuming valuable conduit space. If a single wire within that bundle shorts out, tracing it is nearly impossible. By pushing the I/O interface to the physical process edge, you fundamentally streamline the machine’s infrastructure.
⚙️ Interactive ROI: Remote I/O vs. Traditional Wiring
Input your project parameters below to instantly calculate the estimated copper and labor savings when deploying a Valtoris Remote I/O architecture.
The Hidden OpEx Costs of Traditional Wiring
The global industrial cabling market is expanding at an 8.4% CAGR, driven by rising copper commodity prices. However, materials are only half the equation. The skilled electrical labor required to pull, route, strip, terminate, ferrulate, and label hundreds of individual runs is the true budget killer.
Beyond CapEx material costs, project velocity is heavily impacted. Pulling a single CAT6 Ethernet or RS485 trunk line to a localized machine cluster takes a fraction of the time compared to pulling 30 individual discrete sensor wires. Installation timelines shrink from weeks to mere days, accelerating your time-to-market (TTM) and commissioning phases.

Surviving Harsh Environments: Industrial DIN-Rail Edge Modules
Modern PLCs are high-performance microprocessors that perform best in climate-controlled server rooms or pristine main control cabinets (MCC). Distributed I/O modules, conversely, must survive the harsh realities of the factory floor.
Valtoris Remote I/O devices are engineered for standard 35mm DIN-rail integration inside localized NEMA enclosures. Housed in ruggedized chassis, they offer extreme thermal tolerance (typically -40°C to +85°C) and massive optical isolation against ground loops. This physical decoupling allows the fragile “brain” (the PLC) to remain safely centralized while the rugged “nerves” (the I/O modules) endure the vibration, humidity, and EMI noise at the process edge.
From Sensor to PLC: The Data Transmission Pipeline
From the perspective of the PLC programmer, distributed I/O is completely transparent. The PLC maps the remote registers identically to local backplane I/O. Here is the operational flow:
- A field sensor triggers (e.g., an NPN inductive proximity switch closes).
- The localized Remote I/O module instantly registers the voltage change.
- The internal processor digitizes the state and encapsulates it into a protocol packet (e.g., Modbus TCP).
- The packet traverses the single trunk line to the master PLC.
- The PLC executes the ladder logic and dispatches a command packet back to the node.
- The module drives the physical output (e.g., energizing a 24VDC solenoid valve).

Decoding Industrial Protocols: Why Modbus TCP Remains Dominant
Selecting the optimal transport layer is critical. Deterministic fieldbuses like PROFINET, EtherNet/IP, and EtherCAT are engineered for microsecond-level, multi-axis robotic motion control. However, these protocols demand specialized ASIC hardware, complex EDS/GSD file configuration, and expensive vendor-locked licensing.
| Physical Layer | Primary Protocol | Max Range | Engineering Verdict |
| RS485 (Serial) | Modbus RTU | Up to 1200m | Ultra-reliable, zero-configuration daisy-chaining. |
| Ethernet (RJ45) | Modbus TCP, PROFINET | 100m (per segment) | High bandwidth, integrates directly into IT networks. |
| Wireless (Wi-Fi) | Modbus TCP / MQTT | 100m (Line of Sight) | Ideal for moving assets (AGVs) or impossible cabling zones. |
| Cellular (4G LTE) | MQTT / Modbus TCP via VPN | Global | Off-site pipeline/tank monitoring without ISP infrastructure. |
For the vast majority of telemetry applications—monitoring tank levels, gathering RTD temperature data, or actuating remote pump contactors—high-end deterministic fieldbuses are massive overkill. Modbus TCP remains the undisputed champion for these architectures. It is open-source, vendor-agnostic, and rapidly deploys across standard Ethernet, Wi-Fi, or 4G LTE topologies, pushing edge data directly into SCADA or MQTT brokers at a fraction of the cost.
Defeating Signal Attenuation and Voltage Drop
Transmitting raw analog signals (4-20mA or 0-10V) across hundreds of meters of copper invites disaster. The physical resistance of the wire introduces severe voltage drops, while the long cable acts as an antenna, absorbing Electromagnetic Interference (EMI) from nearby VFDs and heavy motors.
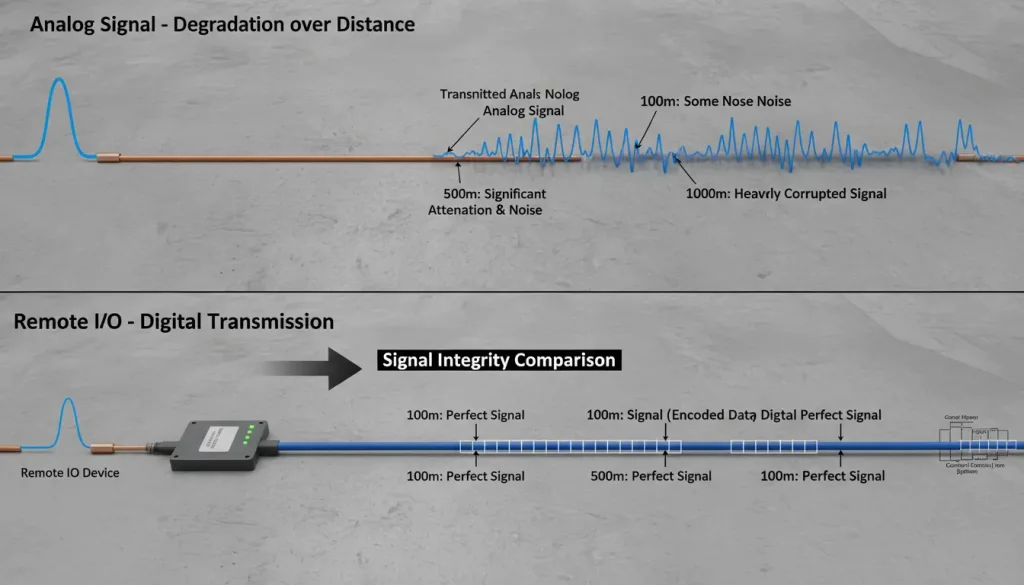
Distributed I/O neutralizes this vulnerability. By positioning the module immediately adjacent to the instrument, the fragile analog signal travels mere inches before the onboard ADC (Analog-to-Digital Converter) locks it into a digital packet. Once digitized into a Modbus frame, the payload is mathematically immune to physical signal degradation, regardless of how far it traverses the network.
Minimizing MTTR: Advanced Channel Diagnostics
Unplanned downtime costs automated facilities thousands of dollars per minute. Diagnosing a crushed sensor wire within a traditional centralized bundle requires technicians to manually ring out hundreds of terminations with a multimeter.
Intelligent edge nodes dramatically reduce Mean Time To Repair (MTTR). Advanced modules feature channel-level diagnostics. If a localized sensor cable is severed or short-circuited, the module immediately flags a localized red LED and pushes an alarm byte back to the SCADA HMI. Maintenance personnel know exactly which cabinet, which module, and which specific terminal pin has failed before they even leave the engineering shop.
Scalability: Future-Proofing the Automation Edge
Production lines are rarely static. When an expansion phase requires integrating a new robotic palletizer or secondary inspection station, traditional wiring demands pulling entirely new cables back to a potentially maxed-out main PLC rack.
With distributed topologies, scaling is seamless. You simply mount a new I/O slice on the local DIN-rail and daisy-chain a short jumper into the existing RS485 or Ethernet trunk. The physical infrastructure remains untouched; you only update the PLC’s polling tables, transforming brutal hardware upgrades into simple software configuration tasks.
Frequently Asked Questions
Stop Wasting CapEx on Copper Wiring
Running dedicated homerun cables is destroying your project margins. Submit your machine I/O count and PLC topology below. Our automation engineers will audit your architecture and specify the exact Distributed I/O modules required to slash your wiring costs and eliminate troubleshooting bottlenecks.
